
Hüvelyes 
 OTTHON / HÍR / Ipari hírek / Melyek a legfontosabb működési paraméterek, amelyek befolyásolják az EDM fúrógép teljesítményét?
OTTHON / HÍR / Ipari hírek / Melyek a legfontosabb működési paraméterek, amelyek befolyásolják az EDM fúrógép teljesítményét? Melyek a legfontosabb működési paraméterek, amelyek befolyásolják az EDM fúrógép teljesítményét?
 2024.09.23
2024.09.23
 Ipari hírek
Ipari hírek
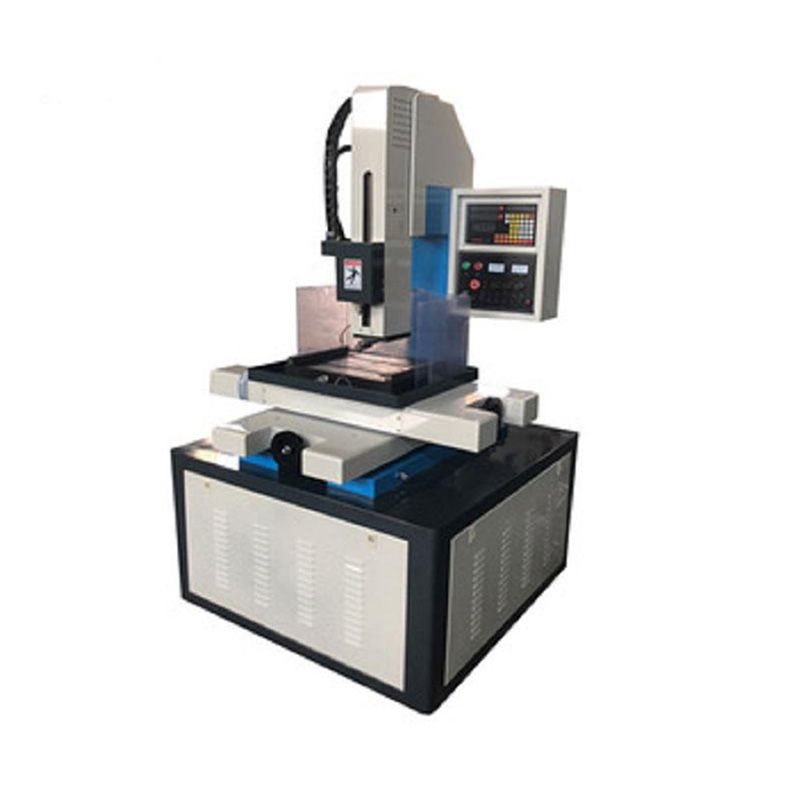
A EDM (elektromos kisülés megmunkáló) fúrógép számos kulcsfontosságú működési paraméter befolyásolja. Ezek a paraméterek befolyásolják a pontosságot, a hatékonyságot, az anyag eltávolítási sebességét (MRR), a felületi felületet és az elektróda kopását. Ezen paraméterek megértése és optimalizálása elengedhetetlen az EDM -fúrás kívánt eredményeinek eléréséhez. Az alábbiakban bemutatjuk a kulcsfontosságú működési paramétereket:
Kibocsátási áram (csúcsáram, IP): Leírás: A kisülési áram az az árammennyiség, amely az egyes elektromos impulzusok során áramlik. Közvetlenül befolyásolja az anyag eltávolítási sebességét és a felület befejezését. Hatás: A magasabb áram növeli az anyag eltávolítási sebességét, de durvabb felületi befejezést és jelentősebb elektród kopást eredményezhet. Az alacsonyabb áram finomabb befejezést eredményez, de lassabb fúrási sebességgel.
Az impulzus időtartama (időben, tonna): Leírás: Az impulzus időtartama arra az időtartamra utal, amely alatt az elektromos kisülés aktív. Mikrosekundumokban (μS) mérik. FEJEZET: A hosszabb impulzus időtartam lehetővé teszi, hogy több energia ürüljön, növelve az anyag eltávolítási sebességét. Mindazonáltal durvabb felületi felülethez és nagyobb hőtermeléshez is vezethet, ami befolyásolhatja a fúrott lyuk minőségét. A rövidebb impulzusok finomabb felületeket eredményeznek, de lassabb megmunkálást eredményeznek.
Nyíltáramú feszültség (V): Leírás: A nyitott áramkör feszültsége az elektród és a munkadarab közötti potenciális különbség, ha nem kerül kiadás. Hatás: A nagyobb feszültség növeli az energiát az egyes kisülések során, ami növeli az anyag eltávolítási sebességét. Ugyanakkor durvabb felületet és nagyobb hőre ható zónákat is okozhat. Az alacsonyabb feszültség finomabb vezérlést kínál a precíziós fúráshoz.
Öblítő nyomás és dielektromos áramlási sebesség: Leírás: A dielektromos folyadékot (általában ionmentesített víz vagy olaj) a megmunkálási területen átöblítik, hogy lehűtsék a munkadarabot és eltávolítsák az erodált anyagot (törmelék). Hatás: A megfelelő öblítés megakadályozza a törmelék felhalmozódását a résben, ami az íves pontosságot és a gyenge lyukak minőségéhez vezethet. A magas öblítő nyomás javíthatja a törmelék eltávolítását, de destabilizálhatja a kis elektródokat.
Gap távolság (szikrarés): Leírás: A rés távolsága az elektród és a munkadarab közötti hely, ahol elektromos kisülések fordulnak elő. Hatás: A kisebb rés pontosabb lyukakat hoz létre, de gondos ellenőrzést igényel a rövid áramkörök vagy ívek elkerülése érdekében. A nagyobb rés növeli az anyag eltávolítását, de kevésbé pontos eredményeket eredményezhet.
Elektróda kopási sebessége: Leírás: Az elektróda kopása az elektród fokozatos eróziójára utal a megmunkálás során. Hatás: A nagy elektróda kopás negatívan befolyásolja a pontosságot, és gyakoribb elektródcserét igényel. A kopás ellenőrzése a megfelelő áram, az impulzus időtartama és a dielektromos áramlás révén javíthatja a teljesítményt.
Munkadarab anyag tulajdonságai: Leírás: A megmunkált anyag, akár kemény ötvözet, kompozit, akár lágyabb fém, befolyásolja a fúrási teljesítményt. Hatás: A keményebb anyagok lassabb megmunkálási sebességet és robusztusabb elektródákat igényelnek, míg a lágyabb anyagokat gyorsabban fúrhatjuk, kevesebb elektróda kopással. Az anyagi vezetőképesség és a termikus tulajdonságok szintén szerepet játszanak a teljesítményben.
A gép stabilitása és a szervo vezérlés: Leírás: A szervo -vezérlő rendszer az elektróda és a munkadarab közötti rést az elektród helyzetének beállításával szabályozza. Hatás: A stabil és pontos szervo -vezérlés biztosítja a következetes rést, a rövid áramkörök és az ívek minimalizálását, ami javítja a felületi felületet és a pontosságot.
Ezen paraméterek gondos ellenőrzésével és optimalizálásával az operátorok javíthatják a pontosságot, az anyag eltávolítási sebességét, a felületi befejezést és az EDM lyukú fúrógépek általános hatékonyságát.





+86 0523-86299598
Üzleti tanácsadás: +86-13852600778/+86-13905262401/4008080173
Felad: [email protected]
Address: No.2, Station North Road, üdvözlet, Taizhou város, Jiangsu tartomány, Kína

